 Chinese
Chinese Korean
Korean Japanese
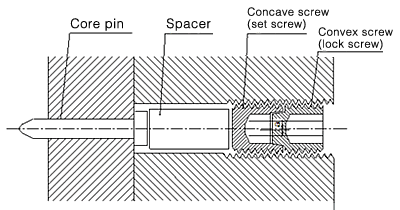
JapaneseHARDLOCK Set Screw - Tightening Torque
| Size | Pitch | Reference tightening torque (N·m) | ||
|---|---|---|---|---|
| Concave (set) screw | Convex (lock) screw | Proof torque | ||
| M8 | Coarse | 10 ± 10% | 10 ± 10% | 16 |
| M10 | Coarse | 18 ± 10% | 18 ± 10% | 30 |
| M12 | Coarse・Fine | 30 ± 10% | 30 ± 10% | 52 |
| M14 | Coarse・Fine | 30 ± 10% | 30 ± 10% | 52 |
| M16 | Coarse・Fine | 70 ± 10% | 70 ± 10% | 120 |
| M18 | Coarse・Fine | 70 ± 10% | 70 ± 10% | 120 |
| M20 | Coarse・Fine | 100 ± 10% | 100 ± 10% | 220 |
| M24 | Coarse・Fine | 170 ± 10% | 170 ± 10% | 370 |
| M30 | Coarse・Fine | 590 ± 10% | 590 ± 10% | 980 |
| M36 | Coarse・Fine | 590 ± 10% | 590 ± 10% | 980 |
| Note: The concave (setting) screw can be tightened to the torque required for the target application (low or high) | ||||
Installation procedure and handling precautions
- Tighten the concave (setting) screw with the torque required for the application, the convex (locking) screw requires to be tightened to a specified torque set by our company. → Tighten the concave (setting) screw with the torque required for the target application. The convex (lock) screw must be tightened to the Hardlock specified torque.
- Please refrain from using improper tightening tools (wrong size and/or worn-out ones). If you are using improper tools, there is a risk of damage during tightening. → Refrain from using tools that are the wrong size, worn out or otherwise improper. Using such tools may result in damage during tightening.
- The HLS should not be welded. Doing so reduces the screw strength.
- Do not apply surface treatment or coating without guidance from Hardlock. The HLS is heat treated, and surface treatments may cause degradation in strength or hydrogen embrittlement.